波形墊圈經過特定方法熱處理,根據具體情況,硬度一般控制在HRC 44-55之間,表面黑色,彈性好。廣泛應用于電機、紡織機械、液壓設備、汽車等行業。主要安裝在適合規格(公稱尺寸)的軸承腔或孔中。安裝空間很小,有特殊的降噪減振功能。
零件在波紋墊圈軸上的固定可分為軸向固定和周向固定。軸向固定方式有:軸肩或軸環固定、軸端擋圈或錐面固定、軸套固定、圓螺母固定和彈性擋圈固定。擋圈主要起軸向固定的作用,其中錐面和擋圈的對中度高。
波形墊圈常見故障原因:
原材料問題導致的波形墊圈失效主要表現在兩個方面:選材不當和材料本身的質量問題。當密封材料與流體不相容時,橡膠吸收液體并膨脹,導致不會輕易變形;或者橡膠材料硬度選擇不當,彈性不好,不能起到密封作用,導致密封失效,出現泄漏。
考慮到工藝操作方便,選擇了理論上能達到橡膠波形墊圈性能的材料,但配方或硫化工藝不當導致橡膠波形墊圈失效。或選用的橡膠摩擦系數不合適,混煉膠混合不均勻或混煉過程中不慎混入雜質,添加劑用量超標或出現離析、多孔、疏松、補強劑與基材界面粘結不良等現象。這些都會導致波形墊圈的性能下降和失效。
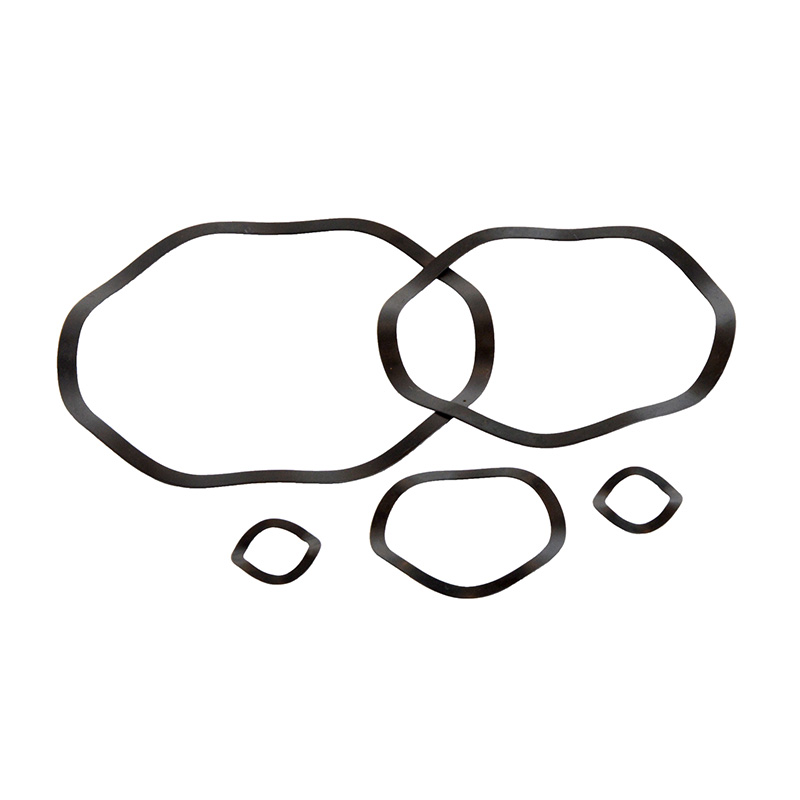
波形墊圈的表面處理方法:
波形墊圈的表面需要進行氧化和黑化處理,使表面沒有缺陷、氧化銹等不良現象。同時,波形墊圈的波形分布要均勻。由于其波形形狀、薄的厚度和彈性,很難將波紋墊圈進給和地組裝到位。由于波形墊圈是由若干波峰波谷組成的薄環形彈性金屬元件,采用彈簧鋼制成,經特定方法熱處理后,其硬度一般控制在HRC44-55之間,具有良好的彈性。
從化學成分、顯微組織、斷口形貌、氫含量、硬度等方面進行分析。分析了使用中波形墊圈表面連續早期斷裂的原因。進行了同批零件的氫脆和回火脆化驗證試驗,分析了除氫時間、氫含量、硬度和回火溫度對斷口形貌的影響。同時,分析了不同硬度測試方法對波形墊圈硬度值的影響。